Even though pulp and paper mills are energy-intensive, our industry is one of least CO2-intensive due to the wide use of bio-based and renewable fuels. The tissue and towel sector, however, emits more carbon per tonne of paper than most other paper grades, primarily due to purchased electricity from fossil-fuel sources. ANDRITZ is contributing in many ways to reduce the carbon footprint for tissue production through its “CircleToZero” initiative.
Specific energy consumption for tissue is highest of the standard paper grades, primarily due to the drying process. In a study of tissue mills in the USA, tissue production was second highest in total greenhouse gasses (GHG) intensity (behind specialty paper grades) at 1720 kg of CO2eq per metric tonne of product from fuel, purchased electricity, fiber, chemicals, and transportation.
There are clearly opportunities as well as challenges for tissue and towel producers regarding reducing GHG emissions and also for strengthening the relationship with consumers, who increasingly prefer carbon-neutral products.
Practical ways to reduce tissue’s carbon footprint
At a mill site, the actual production of tissue/toweling emits a relatively small amount of GHG, especially if the electricity and steam energy is derived from non-fossil fuel sources. However, in addition to combustion of on-site fuels, the tissue industry is also measured on its indirect emissions of GHG – due to off-site generation of heat, steam, and electricity that are purchased by or transferred to the mill.
Andritz’ challenge as a technology partner with the tissue industry is to not only offer solutions for conserving energy and raw materials within the mill complex – but also to offer solutions that help mitigate or replace GHG emissions from “upstream” sources of fiber, electricity, water and chemicals.
This work is part of our global “CircleToZero” initiative, a program aiming to achieve zero emissions and zero waste. Emissions of all sorts can be thought of as losses or waste. Recovering, reusing, and recirculating these potential losses offer clear environmental and financial benefits for customers.
Step-by-step, using the modules that make most sense
Our observations, based on decades of experience serving tissue customers around the world, is that each mill site is unique. Sure, there are product solutions and technology modules that are “building blocks” for a lot of machines and mills. But generally, to achieve the best results, these building blocks require our specific design and engineering expertise, in close cooperation with each mill.
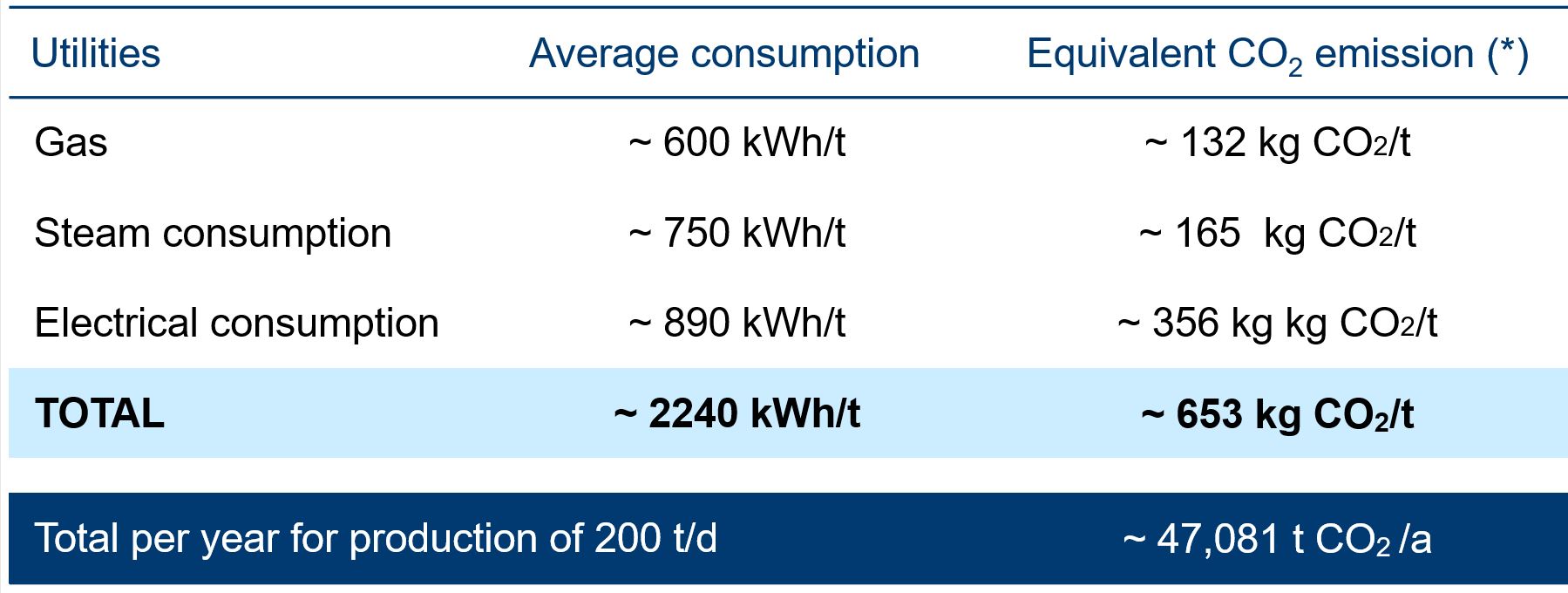
Figure 1 – Typical emissions.
ANDRITZ has solutions to reduce a tissue mill’s carbon footprint in the categories of energy, fiber, water, biochemicals, and digitalization. Our calculations (Figure 1) estimate that a “typical” tissue machine using conventional technologies (e.g. suction press rolls and cast Yankee) and producing 200 t/d emits just over 47,000 tons per year of CO2eq. This is for the stock preparation system and the machine itself, but not for other upstream or downstream processes.
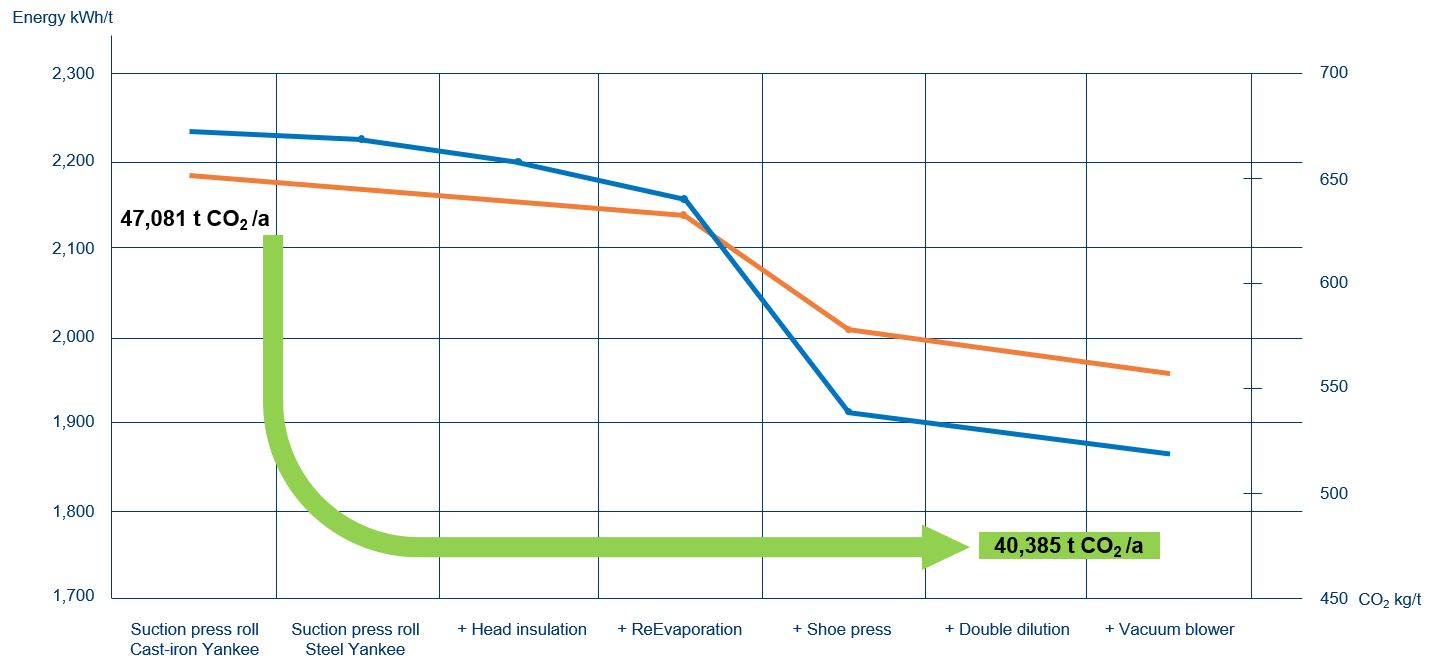
Figure 2
Some of our technology modules which can reduce energy, kW/t, and therefore CO2eq/t, are shown in Figure 2.
Implementing these modules, each of which has its own ROI benefits, makes it possible to significantly reduce kW/t by up to 17% and CO2eq/t by about 15%. These measures include:
• Modifying the approach flow system (double dilution) to reduce the energy consumed by the fan pump and screen by about 10%.
• Insulating the heads of the Yankee to reduce energy losses and to reduce steam consumption by about 5%.
• Utilizing vacuum blowers instead of water ring pumps to save about 25% energy in the main motors. The exhaust from the blowers is hot enough to be used in different heating systems and less fresh water is required to operate them.
• Installing a Rebel high-performance roll cover on the tissue suction roll can improve sheet dryness after the press of 1% and more, allowing a machine speed increase or energy savings in the drying section between 50-100 kWh/t of paper produced. The Rebel can operate without water cooling, permitting energy savings up to 25% of the initial roll driving power requirement.
• Installing a PrimePress XT Evo shoe press (Figure 3) to reduce fiber consumption and/or save energy. The shoe press is loaded by two pressurized hoses, allowing a mill to fine-tune the nip profile for maximum dryness, or maximum bulk, or somewhere in-between. If the goal is high dryness, the PrimePress XT Evo offers about 6% after-press dryness gain compared to a conventional suction roll – meaning thermal energy savings of up to 24%. If the goal is high bulk at the same target dryness, the basis weight or fibers can be reduced up to 10% – reducing the corresponding CO2eq In combination with the PrimePress XT Evo shoe press, ANDRITZ supplies shoe press belts and press felts to achieve maximum post-press consistency for the lowest possible energy consumption.
Figure 3. Shoe Press
• Installing a PrimeDry YES heat recovery steam generator system (Figure 4). Our solution is to use exhaust air from a gas-fired Yankee hood and condensate from the Yankee with a steam generator (heat exchanger) to produce 15% of the steam required for the Yankee, saving up to 5% in thermal energy consumption.
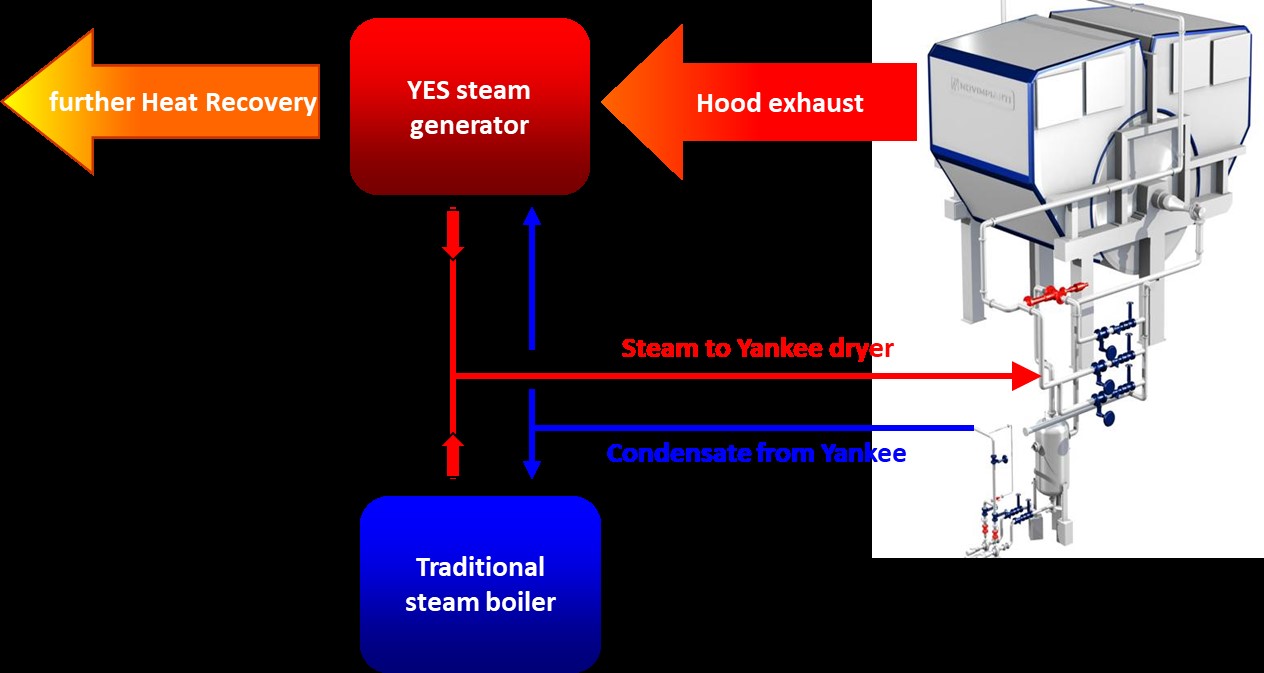
Figure 4
• Installing a larger diameter PrimeDry Steel Yankee in combination with a steam-heated PrimeDry Hood. Steam generated with biomass is used in both systems resulting in a drying system with zero CO2eq.
• Another possibility is to use biomass to generate renewable bio-syngas to replace fossil fuels when firing the Yankee burners. Sofidel, a major European tissue producer, entered into a long-term collaboration with Meva Energy to build and operate a syngas generation plant at Sofidel’s Kisa, Sweden mill, utilizing biomass as the feedstock. This will enable the mill to reduce CO2eq emissions by 8500 t/a.
• Some tissue producers are considering on-site cogeneration of electricity, especially in locations where there are no fossil-free sources for purchased electricity. ANDRITZ offers the option to use hot air from the turbine exhaust to heat the Yankee hood, allowing conventional hood burners to be switched off (Figure 5). The hot exhaust air can also be used to generate steam for the Yankee. With cogeneration in place, a mill can be self-sufficient in electricity and may be able to sell excess kW to the grid to generate revenue.
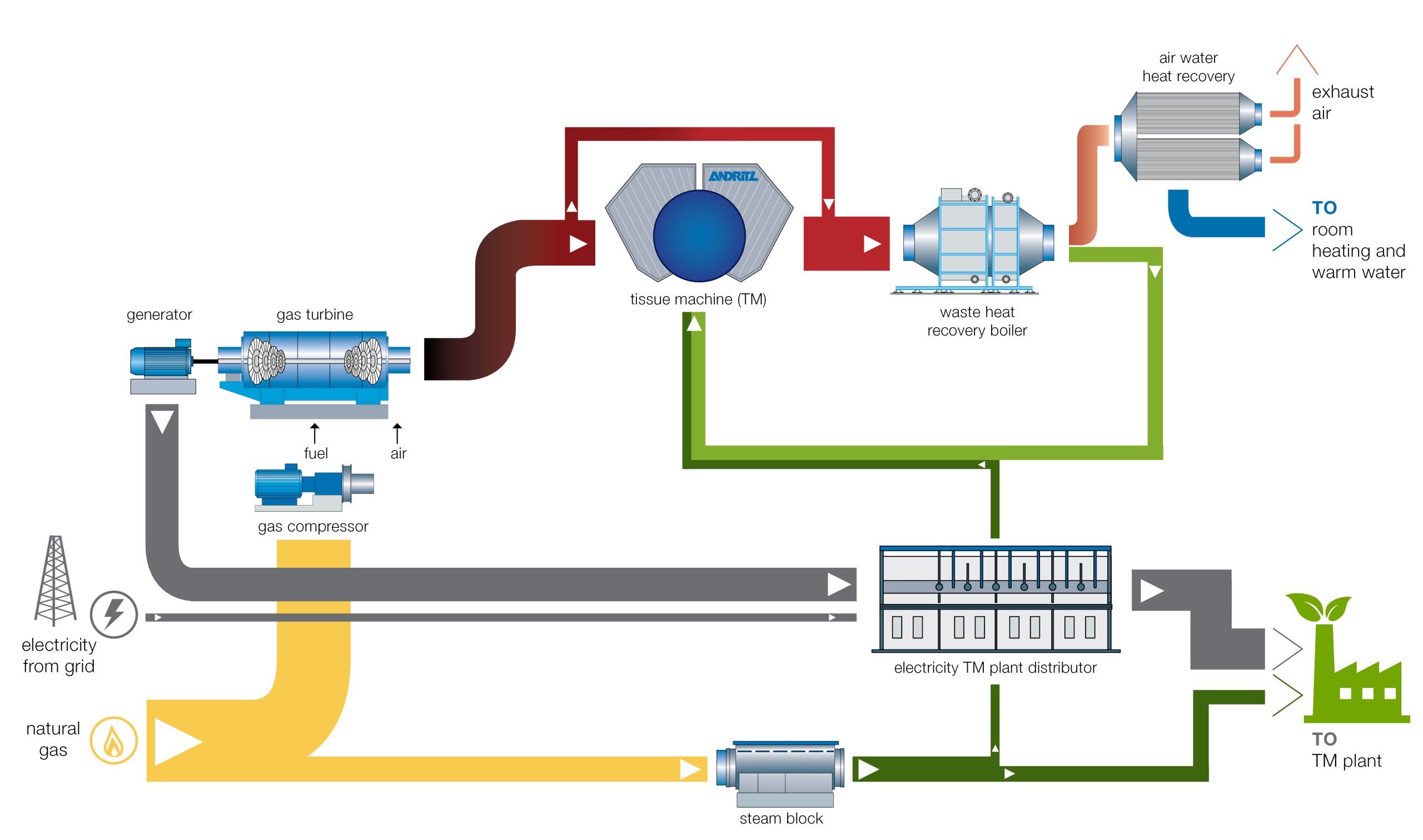
Figure 5
• Hydrogen, either purchased or produced on-site via electrolysis, can replace natural gas and significantly reduce CO2eq Hydrogen can be used to replace 100% of the fuel used to heat the Yankee hood while also partially replacing the fuel used in a cogeneration system. Combustion of hydrogen provides a direct reduction of CO2eq and CO emissions by about 15%.
Textured tissue at lower impact than TAD
For mills located in regions where CO2eq emissions are restricted, and there is also increasing consumer interest in higher quality products, a new technology PrimeLineTEX machine (Figure 6) may be considered. The PrimeLineTEX produces a “textured” sheet with quality much better than dry-crepe and close to TAD. The required energy is slightly higher than dry-crepe, but about one-half that of TAD. The higher quality of the TEX products opens the possibility to substantially reduce the fiber input by up to 30% compared to dry-crepe.
While the reduction in water consumption is not directly related to CO2eq emissions reduction, the transport and treatment of water in a tissue mill requires energy and chemicals. We have a portfolio of product solutions to close the water loop in the mill, as well as the ability to recover evaporated water from the Yankee/Hood systems and recirculate it for tissue production.
Digitalization also helps reduce emissions
Any tissue mill can benefit from digitalization to improve efficiencies and repeatability. Digital solutions such as ANDRITZ Metris are well suited to optimize production while minimizing a tissue mill’s total GHG emissions.
Since there are very few integrated tissue mills existing today that have access to steam generated by non-fossil fuel sources such as black liquor or wood waste boilers, the Metris APC Tissue Energy Balance solution would be beneficial in minimizing steam and electricity requirements. The result is less demand on the mill’s main steam source, allowing for a reduction in fossil fuel usage and the corresponding reduction in GHG emissions. Other Metris solutions include advanced dryer controls to save considerable energy with excellent payback.
Metris APC solutions enhance the standard regulatory or DCS-level controls found in a typical mill and are specifically focused on optimization of throughput, quality, and cost. A major advantage to tissue producers is the use of integrated Artificial Intelligence (AI) and Machine Learning (ML) in these digital systems which can duplicate the decisions of the very best operators to avoid sheet breaks and other downtime. These systems can also “remember” start-up and shutdown sequences to minimize waste or disruptions and can handle changing conditions and adjust accordingly.
Comments are closed.